
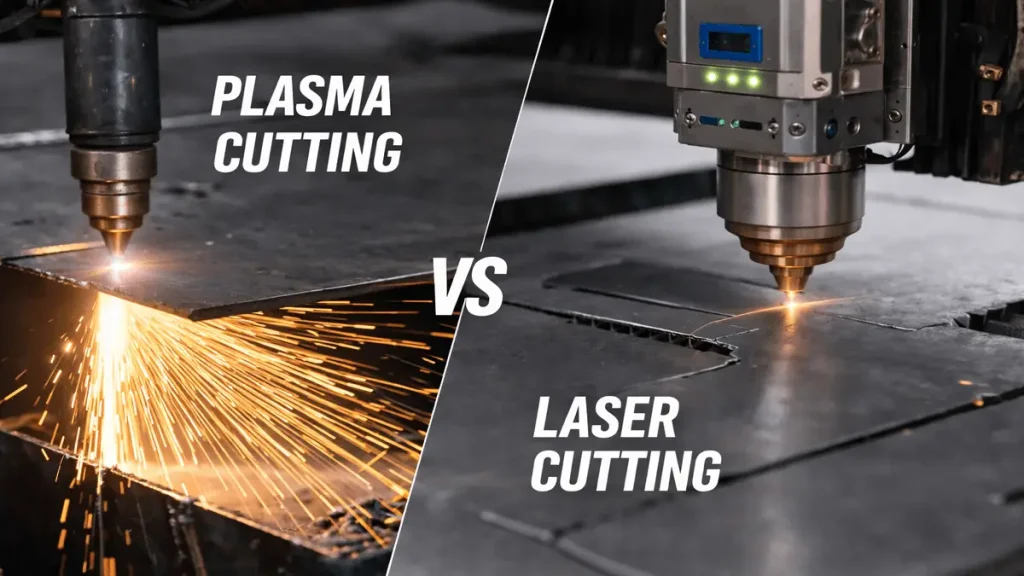
In the HVAC duct fabrication industry, precision, efficiency, and cost are the three key pressures every workshop faces. Traditional plasma cutting has long been the mainstream solution due to its versatility and low investment cost, while fiber laser cutting is rapidly gaining popularity for its high speed and accuracy. This article compares the two technologies across principles, precision, speed, material compatibility, costs, and safety to help manufacturers choose the best fit for their operations.
How Each Technology Works
How Plasma Cutting Works
Plasma cutting uses a high-temperature electric arc to melt metal, which is then blown away by a high-velocity gas stream to create a cut. Plasma is suitable for a wide range of conductive metals, including galvanized steel, stainless steel, and aluminum. It can handle thicknesses from 1mm up to several centimeters. While efficient for thick materials, plasma produces a larger heat-affected zone (HAZ), and cut edges often require deburring.
How Laser Cutting Works
Fiber laser cutting focuses high-energy laser beams onto the material surface to melt or vaporize metal. Laser cutting is especially effective for thin sheet metals (0.5–1.5mm) and can use nitrogen or compressed air as an assist gas to reduce oxidation. The resulting edges are smooth with minimal HAZ, allowing direct bending without additional finishing.
Precision & Cut Quality Comparison
| Technology | Accuracy | Heat-Affected Zone HAZ | Edge Finish |
|---|---|---|---|
| Plasma | ±0.3–0.5mm | Large | May require deburring |
| Laser | ±0.1mm | Minimal | Smooth, ready for bending |
Cutting Speed & Production Efficiency
Speed Comparison
| Material 材料 | Plasma 等离子 | Fiber Laser 光纤激光 |
|---|---|---|
| 0.8mm Galvanized Steel 镀锌钢 | 3–5 m/min | 30–50 m/min |
Material Compatibility
| Material | Plasma | Laser |
|---|---|---|
| Galvanized Steel) | ✅ Cuts but damages zinc | ✅ Optimal choice |
| Stainless Steel | ✅ | ✅ |
| Aluminum | ✅ | ✅ |
| Thick Plate(>6mm) | ✅ Advantageous | ⚠️ Requires higher power |
HVAC ducts are commonly made of 0.5–1.2mm galvanized steel, which falls into the ideal range for fiber laser cutting.
Raw Material & Other Overhead
- Raw materials: galvanized or aluminum sheet metal coils
- Overhead: warehouse, logistics, insurance, and miscellaneous expenses
Summary Table of Monthly/Annual Costs:
| Cost Component | Monthly / Yearly | Notes |
|---|---|---|
| Equipment | $90,000 (one-time) | Purchase + installation |
| Factory | $2,000 / month | Rent & utilities |
| Labor | $4,800 / month | 5 operators + 1 supervisor |
| Utilities | $1,000 / month | Electricity, water, compressed air |
| Maintenance | $500 / month | Spare parts & service |
| Raw Material | $10,000 / month | Sheet metal coils |
Cost Analysis – Equipment, Operation & Maintenance
Initial Equipment Investment
Plasma cutting machines cost about 1/2 to 1/5 of fiber laser machines, making them suitable for small and mid-sized workshops with limited budgets.
Operating Costs
Plasma has low consumable costs (nozzles, gases) and simple maintenance. Fiber laser cutting can use compressed air instead of nitrogen, significantly lowering gas costs and keeping per-piece production costs competitive in high-volume scenarios.
Long-term ROI
Fiber laser cutting offers lower total cost of ownership (TCO) in high-volume, high-precision operations. Plasma cutting is more suitable for low-frequency, thick-material, and lower-precision projects.
Workplace Environment & Safety
Environmental Impact
Plasma cutting generates smoke, noise, and flying metal debris, requiring proper ventilation and protective equipment. Laser cutting is cleaner but requires protection against laser radiation.
Automation
Both technologies support CNC automation, reducing manual labor and improving consistency and safety.
Which Is Better for HVAC Duct Fabrication? A Decision Guide
Choose Plasma Cutting if…
- Initial investment is limited
- Processing thick sheets (>4mm)
- Small-scale or custom production
- Lower precision acceptable with post-processing
Choose Laser Cutting if…
- Mainly cutting thin galvanized sheets (0.5–1.5mm)
- High precision and airtight duct joints required
- Large-volume production
- Minimized post-processing and faster lead times
FAQ
Q1: Is laser cutting better than plasma for HVAC ductwork?
A: For thin galvanized steel (0.5–1.5mm), fiber laser cutting offers superior precision, cleaner edges, and faster throughput. Plasma remains competitive for thicker materials and budget-sensitive operations.
Q2: What thickness can plasma cut for HVAC ducts?
A: CNC plasma can cut from 1mm up to 50mm+ depending on machine power, suitable for thick duct components.
Q3: Does plasma cutting damage the zinc coating on galvanized steel?
A: Yes, the high heat of plasma cutting burns away the zinc coating near the cut edge, which can cause rust over time. Laser cutting minimizes this issue due to its smaller heat-affected zone.
Q4: How much faster is laser cutting than plasma for thin sheet metal?
A: On 0.8mm galvanized steel, fiber laser can reach 30–50 m/min versus plasma’s 3–5 m/min — roughly 10× faster.
Q5: Can I use compressed air instead of nitrogen for laser cutting HVAC duct parts?
A: Yes. For thin HVAC sheet metal (<1.5mm), compressed air (Air Cutting) delivers near-identical cut quality at a fraction of the gas cost.
Conclusion
Plasma and fiber laser cutting each have strengths: plasma offers lower cost and excels at thick-sheet, small-batch projects; fiber laser delivers high precision, faster throughput, and minimal post-processing for thin sheets and large-volume production. HVAC manufacturers should choose based on material thickness, precision requirements, and production scale.
Durmahvac provides advanced fiber laser cutting machines and automated duct production solutions to boost workshop efficiency and product quality.
CTA: Learn more on the Durmahvac fiber laser cutting machine page or contact sales for a customized solution.