
In HVAC duct fabrication, how sheet metal edges are joined determines the strength, airtightness, and assembly speed of the finished duct. Lock forming machines — also called lock seamers or duct biters — are the dedicated tools that make this possible, forming interlocking seam profiles along metal sheet edges without welding or bolted flanges.
Whether you’re setting up a new duct production line or upgrading existing equipment, understanding how these machines work and what to look for when choosing one can save you significant time and cost. This guide covers the working principle, common seam types, key specifications, and a practical selection framework.
1.What Is a Lock Forming Machine?
A lock forming machine is a roll-forming tool designed to shape the edges of galvanized steel, aluminum, or stainless steel sheet into specific interlocking profiles. Once formed, these profiles fit together mechanically — a male edge clips into a female pocket — creating a rigid, airtight seam that holds duct sections together under pressure and vibration.
The machine consists of three core systems: a feed system that guides the sheet edge between rollers, a transmission system (motor → belt → reducer → gear → rollers) that drives the forming process, and a forming system made up of precision roller sets that progressively shape the seam profile in a single pass.
Most lock forming machines are pass-through designs: the operator feeds the sheet edge in from one side, and the finished seam exits the other end continuously. No special operator skill is required beyond understanding material limits and roller settings.
2.Common Seam Types and Their Applications

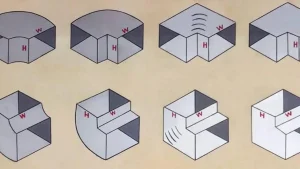
A multi-function lock forming machine typically produces six to seven seam profiles by swapping roller sets. The most important types are:
2.1 Pittsburgh Lock (Female)
The industry-standard longitudinal seam for rectangular HVAC ducts. A pocket profile on one sheet edge accepts the male flange of the adjacent panel, forming a tight mechanical connection. It is the most widely used seam in rectangular duct fabrication.
2.2 Right Angle Lock (Male)
Used together with the Pittsburgh female lock to complete the seam assembly. The male flange is formed on the mating panel edge.
2.3 Standing Seam
A raised, vertical seam that significantly increases the structural rigidity of large duct panels. It raises the cross-section’s moment of inertia, reducing sag and deformation under internal pressure.
2.4 C-Lock
A C-shaped locking profile commonly used for linear joints and drive cleats in duct assembly.
2.5 Z-Lock
A Z-shaped profile used in specific joint configurations where standard Pittsburgh geometry is not suitable.
2.6 Curving Angle
Accommodates angled or curved duct sections, enabling flangeless assembly on non-standard geometries.
3.Key Technical Specifications to Understand
Before selecting a lock forming machine, you need to understand the following core parameters:
3.1 Maximum Material Thickness
Standard machines come in two common grades: up to 1.2 mm and up to 1.5 mm (for galvanized steel). Some heavy-duty models handle up to 2.0 mm. Exceeding the rated thickness causes roller overload, cracking, and premature wear. Stainless steel requires a lower thickness rating than mild steel due to its higher tensile strength.
3.2 Number of Functions
A 6-function machine handles Pittsburgh (female + male), standing seam, C-lock, curving angle, and Z-lock. A 7-function machine adds one additional profile. More functions mean greater flexibility but also higher cost and longer roller change time.
3.3 Motor Power
Typical motors range from 1 to 3 HP (0.75–2.2 kW). Higher power is needed for thicker materials and heavier roller sets. Variable-speed drives improve control and safety.
3.4 Roller Material
Quality machines use GCr15 or equivalent alloy steel rollers with hardening treatment. This can extend roller service life by 5× or more compared to standard steel, significantly reducing long-term tooling costs.
3.5 Machine Weight & Portability
Most standard lock formers weigh under 500 kg and are mounted on casters, making them suitable for both shop and on-site use. Larger multi-function units may require a forklift but are generally still compact enough to pass through standard doors.
4.How to Choose the Right Lock Forming Machine
Use the following criteria to match a machine to your production needs:
Step 1: Define your material range
If you work exclusively with standard galvanized steel up to 1.0 mm, a 1.2 mm-rated machine is sufficient. If you occasionally process thicker gauges or stainless steel, choose a 1.5 mm model with a higher-power motor.
Step 2: Assess the seam types you need
For standard rectangular duct shops, a 6-function machine covers all common seam requirements. Only invest in a 7-function model if you regularly produce non-standard profiles or custom duct shapes.
Step 3: Consider production volume
For high-volume production lines, look for machines with variable-speed drives and auto-feed capability. For smaller shops or on-site work, prioritize portability and quick roller-change mechanisms.
Step 4: Check compatibility with your other duct machines
A lock forming machine works as part of a wider duct fabrication workflow. For rectangular ducts, it pairs with rectangular duct forming machines, TDF flange forming machines, grooving machines, and seam closing machines. Confirm that seam dimensions and tolerances are compatible across your equipment lineup.
Step 5: Evaluate roller quality and after-sales support
Roller wear is the primary long-term cost driver. Ask suppliers about roller material specifications and replacement costs. Reliable after-sales support — including video guidance and on-site service availability — matters especially for first-time buyers.
5.Key Operating Tips
5.1 Always test on scrap first
Before running production parts, form a test seam on scrap material. Check profile shape, closure quality, and fit with the mating edge. Adjust roller gap and guide position until results are consistent.
5.2 Respect material thickness limits
Running material thicker than the machine’s rated capacity causes roller damage and transmission overload. For stainless steel, reduce the effective thickness rating by approximately 20–30% due to its higher strength.
5.3 Maintain roller and guide alignment
Misaligned guide rails are the most common cause of uneven or offset seams. Recalibrate guides before each production run and check alignment every 5–10 pieces during continuous processing.
5.4 Lubricate on schedule
Add 32# mechanical oil to gears every shift. Replace gearbox grease every three months. In cold weather, allow a 5-minute warm-up idle run before processing.
5.5 Minimum sheet length
Do not feed sheets shorter than 300 mm. Below this length, the sheet does not maintain sufficient contact with the rollers, causing slippage and accelerated roller wear.
6.Conclusion
A lock forming machine is a core piece of equipment in any HVAC duct fabrication operation. Choosing the right model comes down to four factors: the material thickness range you work with, the seam types your production requires, your volume and workflow needs, and compatibility with the rest of your duct line.
For most rectangular duct fabrication shops, a 6-function hydraulic lock forming machine rated for 1.2–1.5 mm galvanized steel, equipped with quality alloy steel rollers and a reliable CNC control system, will cover the full range of standard production requirements.
If you are building or expanding a duct production line and need guidance on machine selection or configuration, contact our team for a product recommendation based on your specific production setup.